
 |
| Lieu d'origine: | La Chine |
| Nom de marque: | NBSJ |
| Certification: | TUV;PED |
| Numéro de modèle: | SJ0924 |
| Quantité de commande min: | 1000 |
|---|---|
| Prix: | Négociable |
| Détails d'emballage: | boîte en bois |
| Délai de livraison: | 30 jours |
| Conditions de paiement: | T/T |
| Capacité d'approvisionnement: | 10000 |
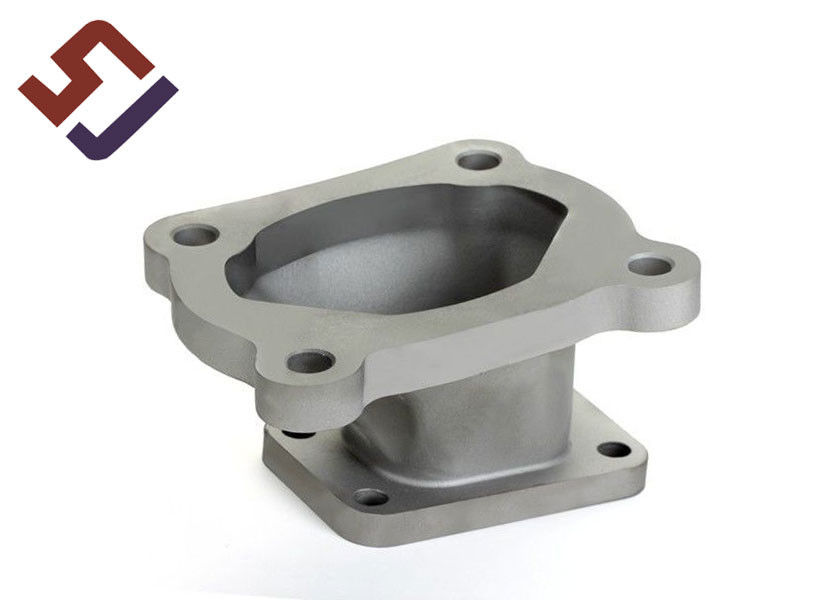
| Nom de la production: | Bride de bâti de Turbo | Matériel: | 1.4308 |
|---|---|---|---|
| Application du projet: | Voiture turbo | Procédure: | investissement castings+machining |
| La tolérance: | CT4 à CT5 | Roughness (graisseuse): | Ra3 est là.2 |
| Certification: | TS certification;PED | Le poids: | 10,8 kg |
| Mettre en évidence: | composants de moulage de précision,bâti en acier de précision |
||
La coulée standard de l' investissement en cire perdue, la coulée turbo de la bride, le procédé de coulée de l' investissement de précision.
La coulée de précision, également connue sous le nom de coulée d'investissement ou de coulée à la cire perdue, est un processus de fabrication utilisé pour créer des pièces métalliques complexes et détaillées avec une grande précision et une finition de surface.Il implique plusieurs étapes:
Production de motifs de cire: un motif de cire est créé en injectant de la cire fondue dans un moule métallique ou en imprimant le motif en 3D. Le motif reproduit la forme finale de la pièce métallique souhaitée.
Assemblage: Plusieurs motifs de cire sont attachés à un système central de porte de cire, formant une grappe ou une structure en forme d'arbre appelée "sprue".
Formation d'investissement (moule): l'assemblage de motifs en cire est trempé dans une suspension céramique et recouvert d'un matériau céramique fin appelé "investissement"." Ce processus est répété plusieurs fois pour construire une coquille en céramique forte autour des motifs de cire.
Déwaxage: la coque en céramique avec les motifs de cire intégrés est chauffée, ce qui provoque la fusion et le drainage de la cire.en laissant des cavités dans la coque en céramique qui correspondent à la forme de la pièce en métal souhaitée.
Préchauffage: les coquilles en céramique sont préchauffées pour éliminer toute humidité résiduelle et les préparer au processus de coulée des métaux.
Casting métallique: Les coquilles en céramique préchauffées sont remplies de métal fondu, généralement par coulée par gravité ou par processus assistés par vide.
Refroidissement et solidification: les coquilles en céramique remplies sont laissées refroidir et solidifier, formant les pièces métalliques finales.
Retrait de la coque: La coque en céramique est cassée ou retirée des pièces métalliques par diverses méthodes telles que la vibration mécanique, le sablage ou la dissolution chimique.
Finition: Les pièces en fonte subissent des processus de post-casting tels que la découpe du système de porte, la finition de surface, le traitement thermique, l'usinage,et toutes les procédures d'inspection et de contrôle de la qualité nécessaires.
Nom de la pièce:Flanche de coulée turbo en acier inoxydable pour automobile en coulée de précision
Processus: investissement de précision / cire perdue / coulée d'investissement / usinage
Matériau: 1.4308
Spécification
| Nom du produit | D'une épaisseur n'excédant pas 1 mm |
| Application du projet | Flanche à turbocompressor automobile |
| Normes disponibles | Acier inoxydable 1.4828 |
| Processus de production | l'investissement de coulée et d'usinage utilise le centre de machines du quatrième axe |
| Taille | personnalisé selon vos besoins. |
| Formats de dessin acceptables | Les résultats de l'analyse sont publiés dans les fiches suivantes: |
| Nombre de pièces | 1000 pièces |
| Emballage | Un boîtier standard en contreplaqué. |
| Délai de livraison | 30 jours normalement. |
| Paiement | T/T, L/C, D/P, Paypal. Vous avez une carte de crédit? |
| Port | Ningbo, en Chine |
| Certifications | Les produits de base doivent être conformes aux normes ISO9001.2008Le numéro TS16949:2016 |
| Marché principal | Amérique |
| Capacité de production | 10,000,000 pièces/an |
![]()
Le processus principal:
Flux de processus:
Wax Injection--Make Wax pattern and repair--Inspection--Shell Making--De-waxing--Roasting Shell and Melting Steel--Composition Inspection--Pouring--De shelling--Cutting and Grinding the pouring gate--Inspection--Heat treatment--Shotblasting--Machining--Anti-Corrosion--Final Inspection--Shipping
Notre coulée de précision
![]()
![]()
Partie de coulée de précision Emballage
![]()
Notre usine
![]()
NotreCoulée de précisionProcessus de fabrication
![]()
Personne à contacter: Mr. Fred Zhang
Téléphone: 0086 574 28861663
Télécopieur: 86-574-28861665
Bâti de précision d'acier inoxydable de pièces d'auto, bâti perdu par camions en métal de cire
Clôturez le moulage de précision d'outils, bâti d'acier de haute précision/acier doux
Pièces de moulage de précision de glisseur, moulage de précision d'acier inoxydable de niveau élevé
Pièces de voiture de bâti d'acier de précision de silicium
Bride se reliante de bâti de silicium de bâti de précision d'acier inoxydable de niveau élevé
Ra 3,2 | Ra 6,3 d'aspérité de composants de bâti d'automobile de haute précision
Moulage de précision de solénoïde de silice 0,3 - 1Kg, bâti de haute précision de montage de tuyau


